Как делают пластиковые окна
Перестали шуметь утренние трамваи, с северной стороны больше не проникал со свистом холодный ветер через прорехи в изоляции. Позабыто осенне-весеннее развинчивание створок и окрашивание рам. В моём доме появились пластиковые окна со стеклопакетами. Больше не приходится включать батареи на полную, а кроме протирания влажной тряпочкой, никакого особого внимания они к себе не требуют.
О том, как это простое и полезное изобретение — пластиковое окно — принимает форму, мне рассказали специалисты по производству окон.

Производство находится во Фрязино. Чтобы я не запуталась в незнакомом городке, на въезде меня пообещали встретить на фирменной машинке. Я подумала, ну какая машинка может быть у фабрики окон? Каблучок или минивэн. Когда меня встретила X6, настроение улучшилось, знакомство обещало быть не занудным (=

Раннее утро, во дворе уже стоит готовые изделия, готовые к отправке заказчикам. А я ныряю в прохладу одного из цехов.

Поскольку мы начали обходить производства с конца, свое повествование я тоже буду вести от готового изделия до шестиметровой заготовки профиля. Здесь в рамы вставляют стеклопакет.
Сборку проверяет экспертиза и только после этого окно запаковывают и ставят на «пирамиду». Так называется конструкция, на которой перевозят окна в кузове грузовичков.



Стеклопакет вставляют при помощи монтажной лопатки. Но не просто так стекло держится на своем месте.

Под стеклопакет подкладывают штапики (серые и белые пластинки), они распределяют вес стеклопакета и исключают нежелательные напряжения в стекле, которые образуются, например, из-за перепада температур. А так же они исключают возможность отжима створки при взломе.

А еще штапиками называют вот такие профили, которые прикрепляют к низу рамы. Рама не портится при транспортировке и устанавливать ее в оконный проем становится удобнее.

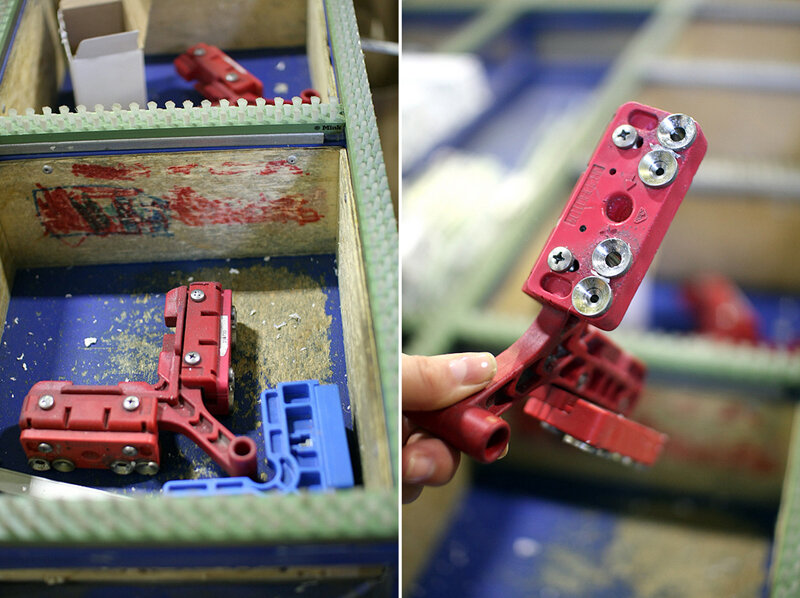
Верстаки на производстве снабжены ворсом, чтобы не поцарапать профиль. Фурнитуру прикручивают настолько быстро, что я даже не успеваю следить за руками мастера. Чтобы не ошибиться с позиционированием замков, ответок и прочих железячек, на помощь приходят шаблоны. По ним высверливают отверстия под фурнитуру.
Фурнитуры на окнах очень много, одними ручками и петлями дело не обходится. На створку устанавливаются угловые передачи, соединители запоров и средние запоры, которые закрепляются саморезами. Основной запор обрезается до нужных размеров на пневматической гильотине. Маленькая погрешность в замерах приводит к браку всего окна, вот так.
Одна из деталей фурнитуры называется ножницами. Она служит для того, чтобы створка могла откидываться.
После того, как все установлено на створку, рама и створка соединяються в цельное изделие и на раму крепяться все необходимые ответные части.
Здесь же в створку окна вставляется уплотнительная резинка. Под верстаком стоит коробка с десятками метров резинки. Установка должна начинаться в середине верхней перекладины рамы. Устанавливается все вручную, чтобы предотвратить растяжения. Клеится резина при помощи специального молекулярного клея и дополнительно подклеивается по углам на створках.

Шаблоны.
Гильотина для фурнитуры.


У каждого верстака есть свой набор пневматических дрелей и шуруповертов с позитивными разноцветными проводами.


Совок и швабра висят не по схеме, ай-ай-ай! Догадайтесь, чего не хватает?

Чтобы получилась рама или створка, ее нужно соединить. Лучший способ — сварка.
Сварка профилей происходит при помощи специального сварочного оборудования. В зависимости от объемов производства сварочные станки могут иметь одну, две или четыре сварные головки. Самым производительным, разумеется, естественно является станок с четырьмя сварочными головками, в этом случае процесс сварки рамы происходит одновременно в четырех углах. На этой фабрике стоит двухголовочный сварочный аппарат и сварка происходит в два цикла.
Температура сварного ножа 230 — 250 °С. На верхней правой фотографии коллажа виден тот самый нож, который равномерно нагревает обе поверхности. Время нагрева шва от 25 до 40 секунд, после этого нож поднимается и аппарат состыковывает профили. Сварка длится столько же.
Тефлоновое покрытие ножа протирают чистым хлопком или бумажным полотенцем через каждый час, на «горячую», без использования растворителей.
Перед установкой ПВХ профиля на сварочный станок нужно проверить чистоту обеих свариваемых поверхностей, так как стружка, масло, грязь сильно ухудшают качество шва. После сварки шов должен быть белого цвета (потемнение недопустимо, это говорит о том, что температура или время нагрева были выше допустимого.

Второй цикл сварки завершается, через несколько секунд рама будет готова.

Вот такой вот шов.

Остатки сворки срезают фрезой на точном станке с ЧПУ (числовым программным управлением).


Вот что получается на выходе.

Профиль приезжает на фабрику из Германии в шестиметровых упаковках. Обратите внимание на форму внутренностей.

На месте его пилят. Эта пила отрезает сразу по нужной длине и под углом 45 градусов. То что нужно для прямоугольных окон.


После обрезки профиль армируют. Для прочности конструкции.

Фабрика еще занимается и алюминиевым профилем для раздвижных конструкций. Как правило их ставят на балконы. Стеклопакеты в них не ставят, вместо них идет обычное стекло.

Глухие сендвич-панели в разрезе. Их ставят туда, где не стекло не предполагается, в том чистле и в нижнюю часть балконной двери. Но мне нравится, когда и них тоже прозрачный. Сейчас у нас балконная дверь вообще не имеет поперечной перегородки и открывается в двух плоскостях, как обычная створка.

Увидела пожарный щит и тут же вспомнила картинку с троллфэйсами, где они в таком виде бегут на пожар. Картинку не нашла в итоге, зато похулиганила (=

Багор оказался очень пыльным, пришлось мыть руки. По дороге в туалет встретила наскальное творчество рабочих.


Водитель погрузчика вдохновляется сугубо водительскими изображегниями.

Возвращаемся к профилям. Их в природе привеликое множество, и это только маленькая часть.

А еще профиль бывает цветным.

Склад такой склад (=



А это цех ламинации и гнутых конструкций. На белый или цветной профиль можно приклеить цветную пленку или пленку, имитирующую дерево.

Чтобы согнуть профиль, его разогревают в печи, а потом гнут по заранее выставленной форме.





Фирменная курилка.

Некоторые сотрудники приезжают на великах, для них на территории есть стоянка.

Ура! Кажется мы обошли с вами всё и всё знаем об изготовлении окошек! Всех целую, ваша Дашечка!




а чего не показали процесс производства стекольных пакетов? нарезать палки и склеить конструктор любая обезьяна может